Der STABI im Vergleich
Drehversuche mit und ohne Bohrstangenstabilisator auf einer 30 Jahre alten CNC-Drehmaschine mit einer überholungsbedürftigen Maschinenspindel!
Maschine: Mori Seiki SL 15 (Bj. 1989)
Werkstoff: 1.7131 (16MnCr5)
Schneidplatte: CCMT / DCMT Radius 0,4
Vc: 80m/min
ap: 0,5 mm (im Radius)
f: 0,15 mm/U
Die folgenden Darstellungen und Messergebnisse verdeutlichen, dass durch den Einsatz von einem Bohrstangenstabilisator selbst bei schlechten Grundbedingungen deutlich bessere Ergebnisse erzielt werden, als ohne Stabi. Bei einer intakten Maschinenspindel wären die gemessenen Oberflächenwerte noch deutlich besser. Schauen Sie sich hierzu unsere Videos an… maximale Leistung, einfach besser!



Im Vergleich:

Ausdrehen mit einer VHM-Bohrstange Ø16 (Abbildung 1)
ohne Bohrstangenstabilisator
Ausspannlänge Bohrstange: 101 mm
Oberfläche: Rz 18,4

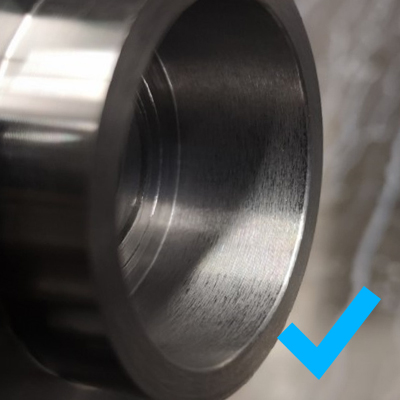
Ausdrehen mit einer VHM-Bohrstange Ø12 (Abbildung 2)
ohne Bohrstangenstabilisator
Ausspannlänge Bohrstange: 101 mm
Oberfläche: Rz 53,7
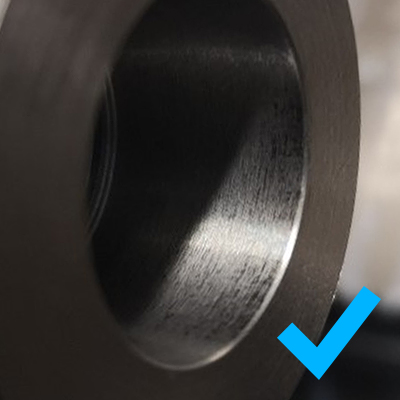
Ausdrehen mit einer VHM-Bohrstange Ø12 (Abbildung 3)
mit Bohrstangenstabilisator 5D (60 mm) Ausführung MINI
Ausspannlänge Bohrstange: 101 mm
Oberfläche: Rz 14
Ausdrehen mit einer VHM-Bohrstange Ø12 (Abbildung 4)
mit Bohrstangenstabilisator 7D (84 mm) Ausführung MINI
Ausspannlänge Bohrstange: 101 mm
Oberfläche: Rz 13,2

Ausdrehen mit einer VHM-Bohrstange Ø10
mit Bohrstangenstabilisator 7D (70 mm) Ausführung MINI
Ausspannlänge Bohrstange: 87 mm
Oberfläche: Rz 13,6
Die Fakten:
Eine Bohrstange mit Durchmesser 12mm ist in Verbindung mit unserem STABI MINI Länge 5D, bei der gleichen Ausspannlänge von 84 mm, an Schneide um 40% stabiler als eine Bohrstange Ø16.
